HOW TO MAKE THE CONE FABRICS 1950s
The more than 500 bales of cotton which are used daily by the Proximity and White Oak Plants are bought by a well trained and experienced staff of cotton classers. Great care is exercised in selecting the right type of cotton in order to maintain the high quality of Cone denim. Each sample is inspected for color, grade end length of staple under the ideal conditions of a large classing room built to meet government specifications.
Upon arriving by roll or by truck at one of the many warehouses used to store Proximity and White Oak cotton, each bale is weighed, tagged and sampled. The Cotton Classers then go through the lot of samples and check each sample for color and description and pull the cotton to see if it is the same staple and character as specified.
Boles are hauled from the worehouses to the Opening Room, where
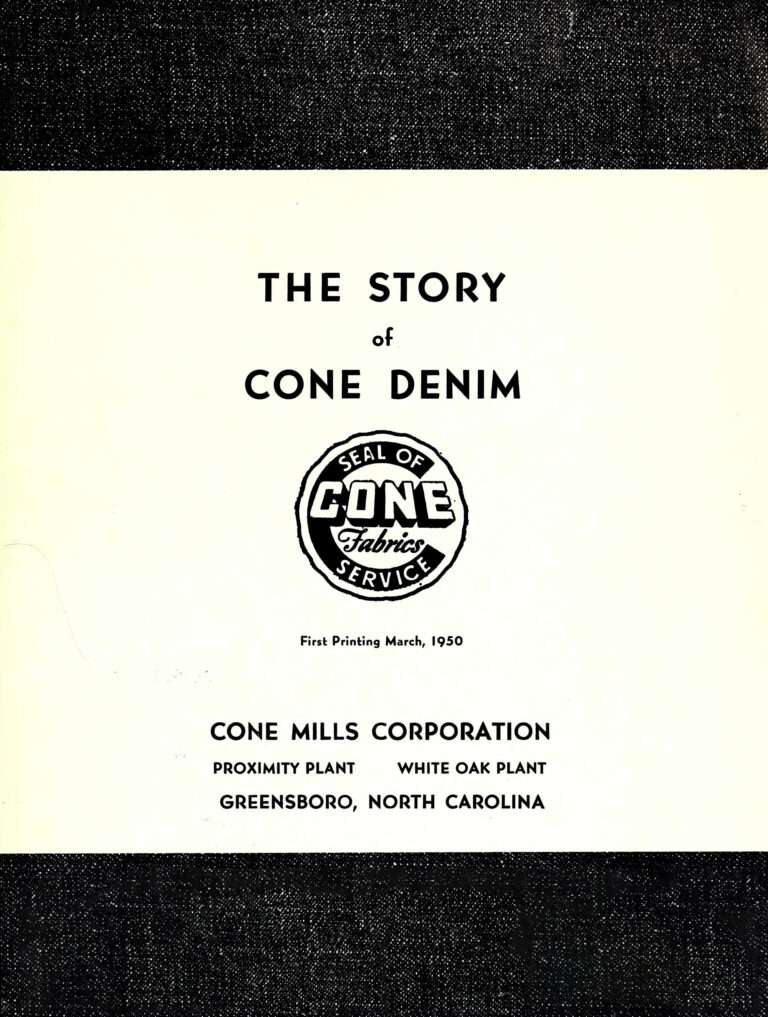
they are laid out in neat rows in front of the bale breakers. The bands and bagging are stripped off of each bale and thin layers of cotton from several different bales are placed in the hopper of each bale breaker. These machines break up the highly compressed cotton into small bunches and mix the cotton from the several different bales to insure uniformity. It is then dropped on a moving conveyor belt from which it is carried to a Buckley Beater.
The Buckley Beater and Vertical Openers are so arranged that the cotton moves directly from one to the other. In both machines, the bunches of matted cotton fibers are tossed against a metal screen or grid by a beater revolving at great speed. As a result, the centrifugal force throws a considerable portion of the dust, leaf particles and other foreign matter through the screen to collect at the bottom of the machine.
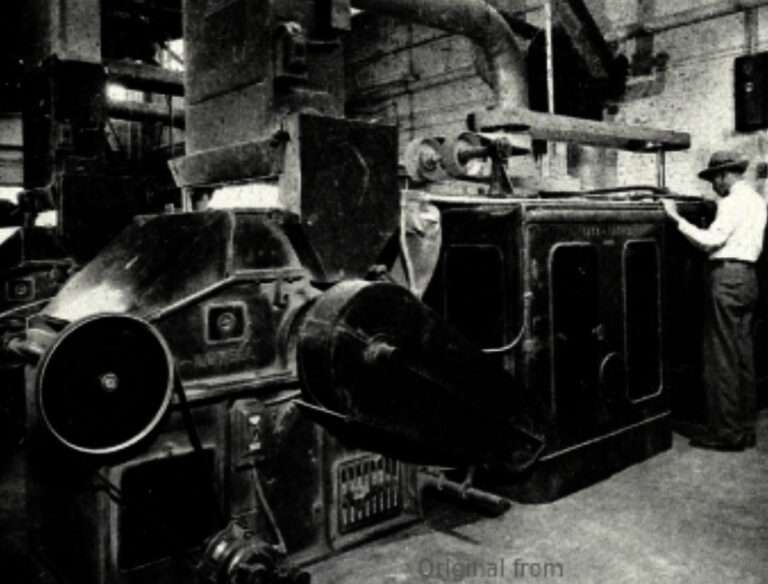
From the conveyor pipe, the cotton falls upon an automatic feed apron which keeps the correct amount of cotton moving into a battery of One-Process Pickers. As the cotton moves through these machines, it is further cleaned of dirt and impurities by fast-revolving blades. The picker also pulls the cotton fibers apart and beats them into a fluffy mass, which is rolled under pressure on a steel rod into cylinder-like package as nearly uniform as possible, 40 inches This is called a “lap” and weighs approximately 45 pounds.
From the conveyor pipe, the cotton falls upon an automatic feed apron which keeps the correct amount of cotton moving into a battery of One-Process Pickers. As the cotton moves through these machines, it is further cleaned of dirt and impurities by fast-revolving blades. The picker also pulls the cotton fibers apart and beats them into a fluffy mass, which is rolled under pressure on a steel rod into cylinder-like package as nearly uniform as possible, 40 inches This is called a “lap” and weighs approximately 45 pounds.
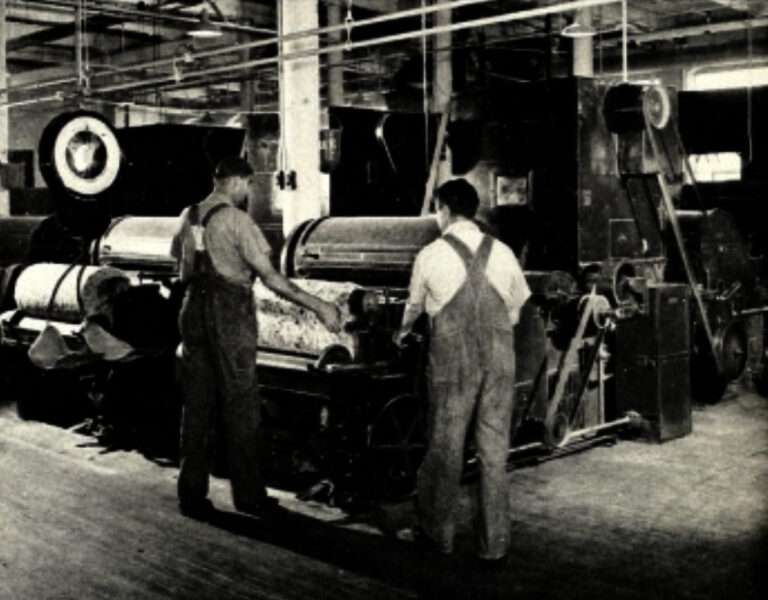
These cans, filled with card sliver, are then arranged behind the drawing frames. Six strands of sliver are fed into each of the feeders of the drawing frame and are condensed into one strand of drawing sliver. The series of four rollers in the drawing frame are so geared that the sliver moves through them at progressively higher speeds, drawing the fibers out so that they become more nearly parallel with each other. Through this pro- cess, irregularities in the sliver are also eliminated by taking a number of slivers which may vary in weight per yard and drawing them out into a single sliver of uniform weight. As the sliver emerges from the frame, it is also coiled into cons for convenience.
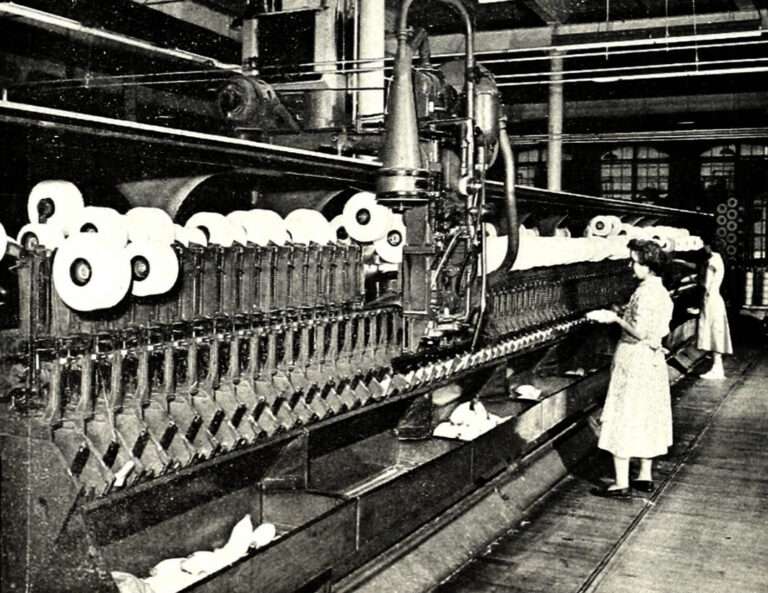
The cans of drawing sliver are then placed behind the roving or slubber frames on the basis of one can for each bobbin or spindle on the frame. From these cans, the strands of sliver are lifted over a supporting rod, which helps move the sliver toward a series of rollers. The speed of these rollers varies in such a way as to draw out or “draft” the sliver to the desired size. It is then passed through a small wicket-like frame, called a “flyer” to the bobbin. The bobbin whirls round inside the flyer and moves up and down. As the stock comes from the rollers a slight amount of twist is inserted and the fibers in roving form are wound on the bobbin in even successive layers until it is filled.
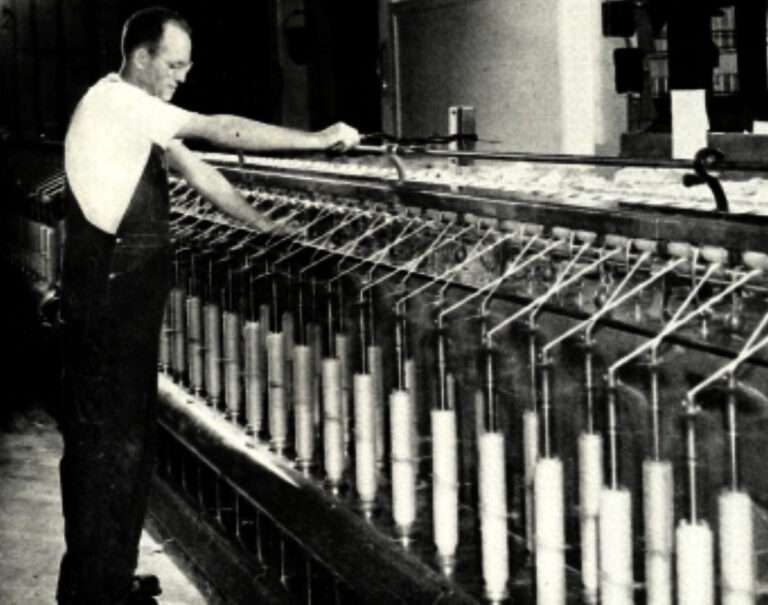
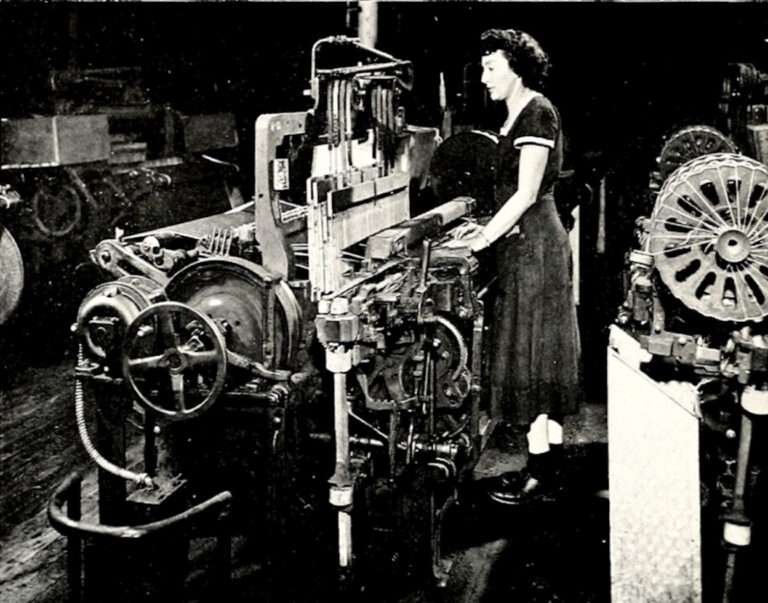
Bobbins of roving from the slubbers are placed on the top side of the spinning frame. This part of the frame is called the Creel and there is a bobbin of roving for each of the spindles on the frame. The roving passes from the bobbin through rolls which draw it into a finer strand. It is then down threaded to the bobbin through a small D-shaped bit of flat wire called a “traveler”, which rides on a ring surrounding the bobbin. Both the bobbin and the traveler revolve at a rapid rate, twisting the yarn and causing it to be wound in layers on the bobbin. In the case of filling yarn, which runs crosswise a piece of goods, it is now ready for the weave room. However, warp yarn, the yarn running lengthwise, must be further processed.
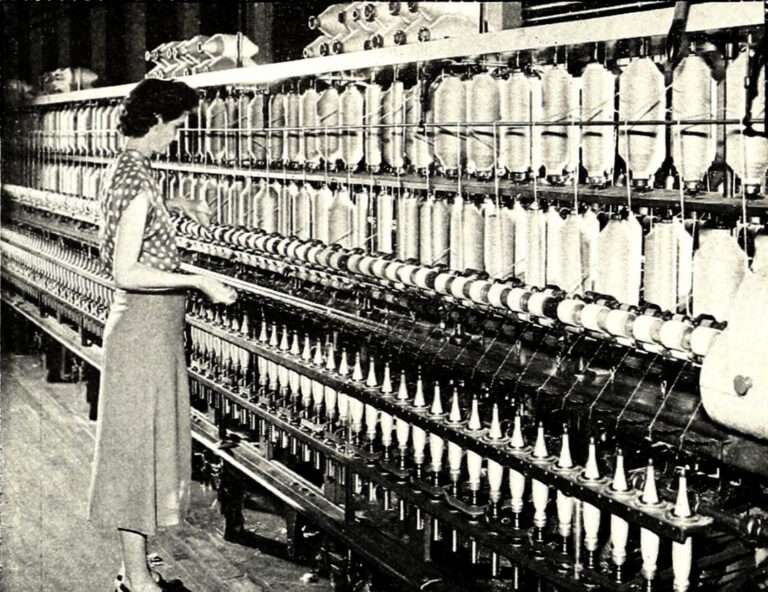
The next step then is to put that yarn on a larger pockage which will warp yarn from several bobbins.This is done by an automatic spooler which winds the yarn into large, circular packages, called “cheeses”. Mounted on top of the machine is a mechanism which travels round it, making one complete circuit for each set of bobbins being run off. The traveling unit mechanically ties the end of the yarn from each of the full bobbins which have been placed in the bobbin holders to the end of each cheese to be filled. When a cheese reaches its full size of 15,000 yards it automatically snaps up and out of contact, ready to be removed.
The cheeses are next moved to a high speed automatic ball warper and placed on an enormous rack called a “creel”. The end of the yarn from each of the approximately 500 cheeses on the creel is then threaded through guides before being attached to the ball warp. At an almost unbelievable speed, the yarn is wound on the warp in rope-like form until it reaches its capacity of 7,000 yards. It is now ready to be moved to the Dye House.
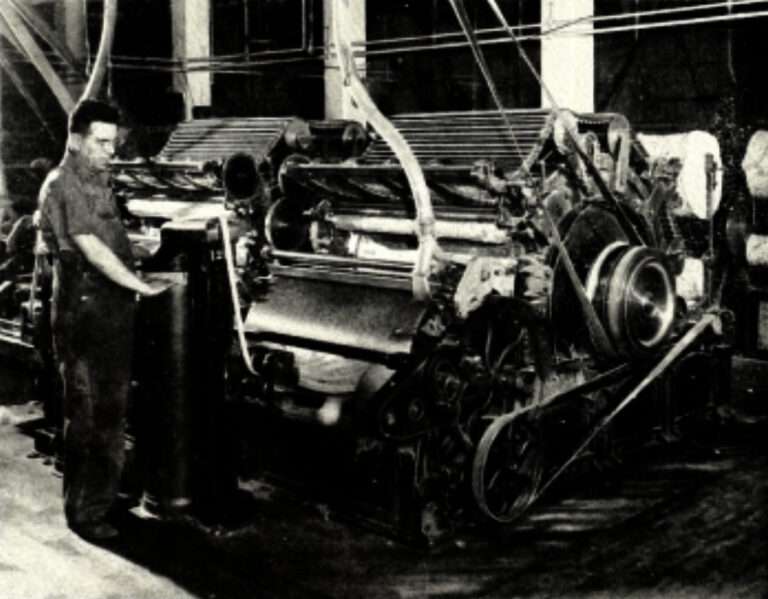
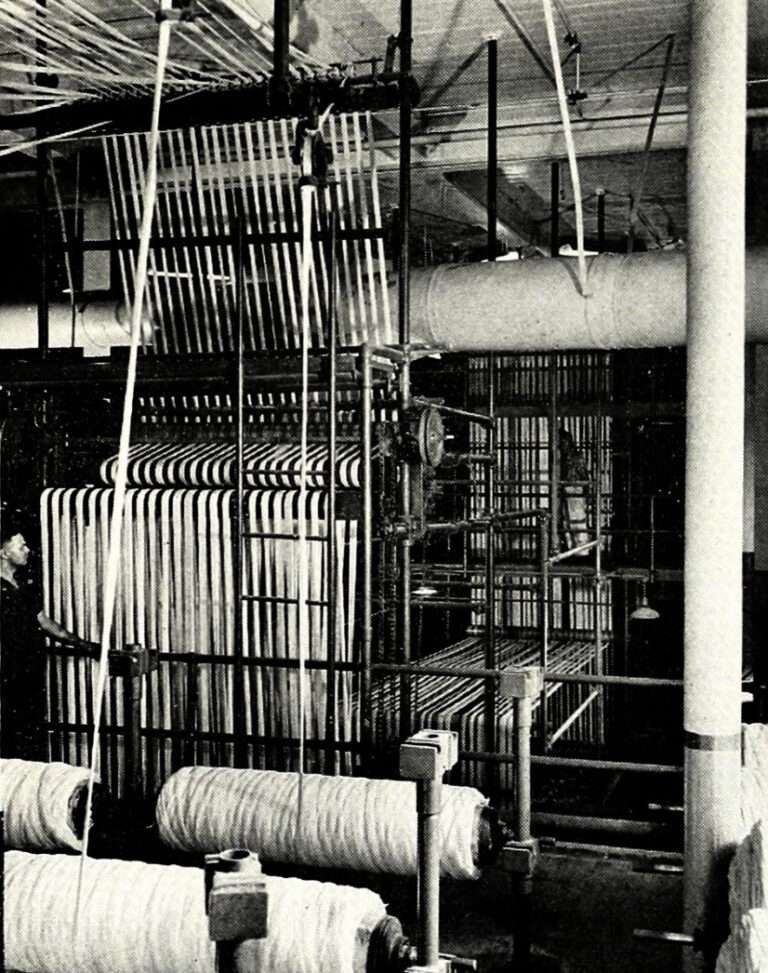
Twenty-four ball warps, each containing about 500 strands of warp yarn 7,000 yards in length, are placed on the racks behind the dyeing machine. The yarn from all twenty-four warps moves simultaneously through a series of vats and wash boxes. The first two wash boxes prepare the yarn so that it will take the dye, the next three vats contain indigo dye and the following two wash boxes neutralize harmful acids and wash the yarn. A complicated system of overhead rollers provides time for oxidation between dippings in the dye vats. From the last wash box, the yarn moves over a battery of steam cans or hot metal drums to the coilers where the dry yarn is stacked in twenty-four separate piles which are called “warps”.
A “warp” of the newlv-dyed blue yarn, which gives Cone denim its deep, rich color, is now moved to a beaming frame. Here the approximately 500 strands of yarn are separated by threading them through a reed and a rake before attaching them to a large spool or section beam. This beam is 29 inches in diameter and about 54 inches long. As the beam revolves, the strands of warp yarn are wound on it in exact position, side by side.
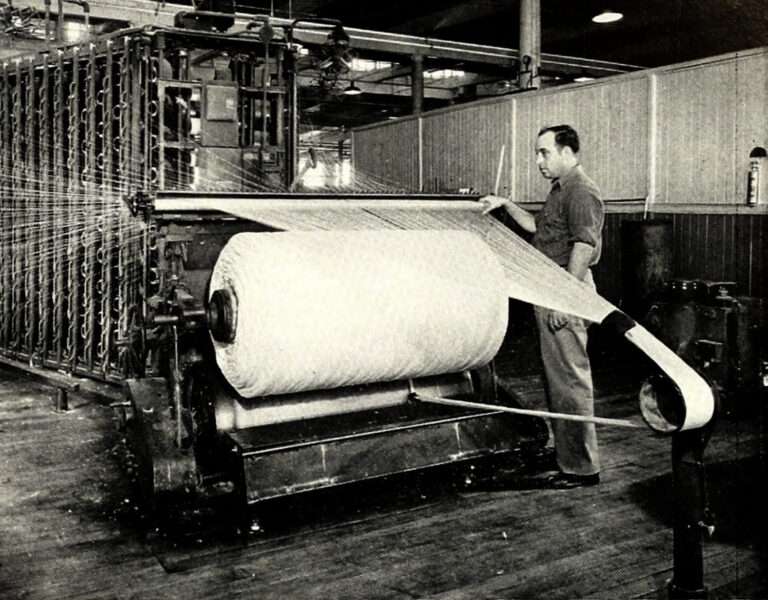
Four, and sometimes five, section beams filled with yarn are moved from the beaming frames to the slasher. The number of section beams placed one behind the other at one end of the slasher is determined by the number of yarn ends required for the denim to be woven. The yarn from the beams is run simultaneously through a carefully prepared bath of hot starch, over huge cylinders which dry it, thence to a loom beam, to which it is attached and upon which it is wound. This starch or sizing re- inforces and strengthens the yarn, making it easier to handle on the looms, and it also provides the yarn with extra protection against the chafing action of the loom. There ore now between 2,000 and 2,500 strands of yarn on the loom beam according to the number necessary for the fabric which is to be woven.
If the design or cloth pattern is to be changed, it is necesary to go through a tedious and delicate operation called “drawing-in”. The loom beam is placed behind a rack which supports an entire section of drop wires, harness and reeds. Each yarn end is then threaded by hand through exactly the right heddle, drop wire and reed. When the yarn has been properly threaded the drop wires, reeds and harness are moved as a unit with the warp beam to the loom.
In case the design to be woven remains the same, the loom beam, filled with warp yarn, is rolled up on one side of a tying-in machine and a harness frame containing the yarn ends from a used-up loom beam is placed on the other side. The yarn ends from both are then properly placed on the machine and the intricate tying-in mechanism ties the yarn ends of one in perfect order to the yarn ends of the other. This makes it possible to pull the yarn from the full beam through the proper heddles, drop wires and reeds before moving the harness and warp beam to the loom.
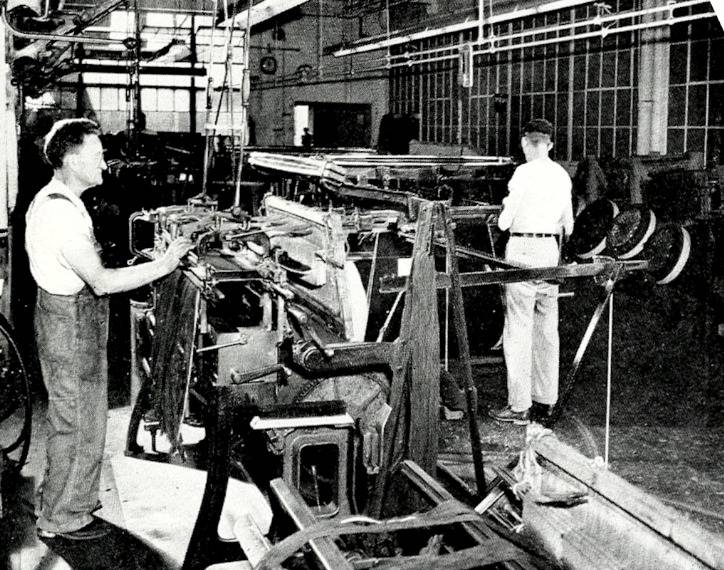
The warp beam is placed on the back of the loom, so that the yarn can move lengthwise into the fabric of the cloth. It is then necessary to properly place the drop wires, harness and reed before pulling the yarn through them to the cloth roll on the front of the loom. When the loom is started up, the warp yarn first moves through the drop wires, which either by a mechanical or an electrical contact, stop the loom when a strand of yarn breaks. The yarn then passes to what is known as the “harness motion”, located in approximately the center of the loom. This mechanism is mode up of either three or four harness frames, according to the style denim to be woven. A harness frame is rectangular and contains many steel wires with eyelets called “heddles”. Through each of these heddles, one end of warp yarn is threaded, alternately, the first end in one horness, the next in another, and so on. These harness frames are so arranged that when one or more frames drop down, the other one or two frames are up, thus dividing the warp yarn and forming a passage-way through the hundreds of ends. The shuttle, which contains a bobbin of filling yarn brought directly from the spinning frames, moves the width of the loom through the passageway or shed thus formed, leaving behind a strand of yarn. After the shuttle passes through the shed, another shed is formed by the lower harness becoming the upper harness and vice versa. The shuttle operation is then repeated at the rate of about 175 times per minute.
The warp beam is placed on the back of the loom, so that the yarn can move lengthwise into the fabric of the cloth. It is then necessary to properly place the drop wires, harness and reed before pulling the yarn through them to the cloth roll on the front of the loom. When the loom is started up, the warp yarn first moves through the drop wires, which either by a mechanical or an electrical contact, stop the loom when a strand of yarn breaks. The yarn then passes to what is known as the “harness motion”, located in approximately the center of the loom. This mechanism is mode up of either three or four harness frames, according to the style denim to be woven. A harness frame is rectangular and contains many steel wires with eyelets called “heddles”. Through each of these heddles, one end of warp yarn is threaded, alternately, the first end in one horness, the next in another, and so on. These harness frames are so arranged that when one or more frames drop down, the other one or two frames are up, thus dividing the warp yarn and forming a passage-way through the hundreds of ends. The shuttle, which contains a bobbin of filling yarn brought directly from the spinning frames, moves the width of the loom through the passageway or shed thus formed, leaving behind a strand of yarn. After the shuttle passes through the shed, another shed is formed by the lower harness becoming the upper harness and vice versa. The shuttle operation is then repeated at the rate of about 175 times per minute.
After the shuttle has been thrown across the loom, the filling yarn is left some distance from the “fell” of the cloth. In order to push the yarn towards the already woven cloth, the “beating-up” opera- tion is used. Each strand of warp yarn moves through a series of upright wires on a long frame, which is known as a reed. The reed is attached to a heavy part of the loom, called a “lay”. This lay moves backwards and forward in perfect timing with the passage of the shuttle, and, as it moves, it presses each new strand of filling yarn into its place in the cloth which is being woven. As the denim is made, it is wound on the cloth roll until approximately sixty yards have accum- ulated. The cut of cloth is then removed and placed on a conveyor belt which carries it to the finish- ing department.
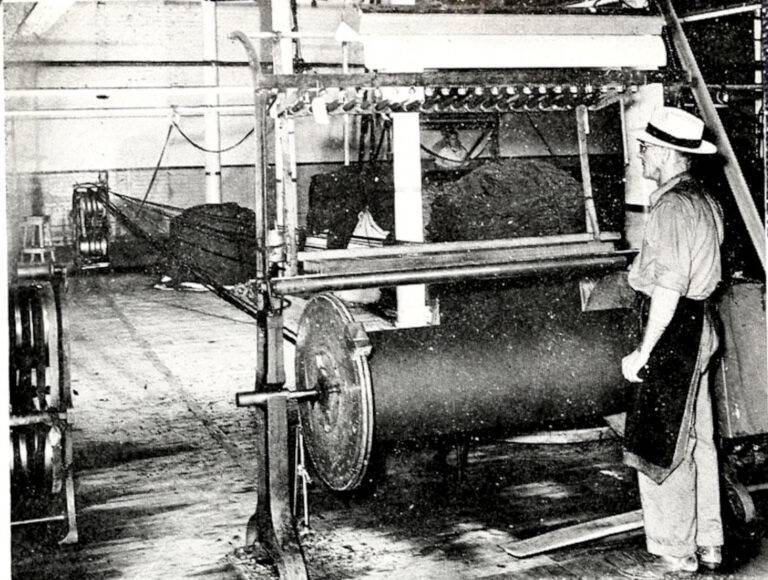
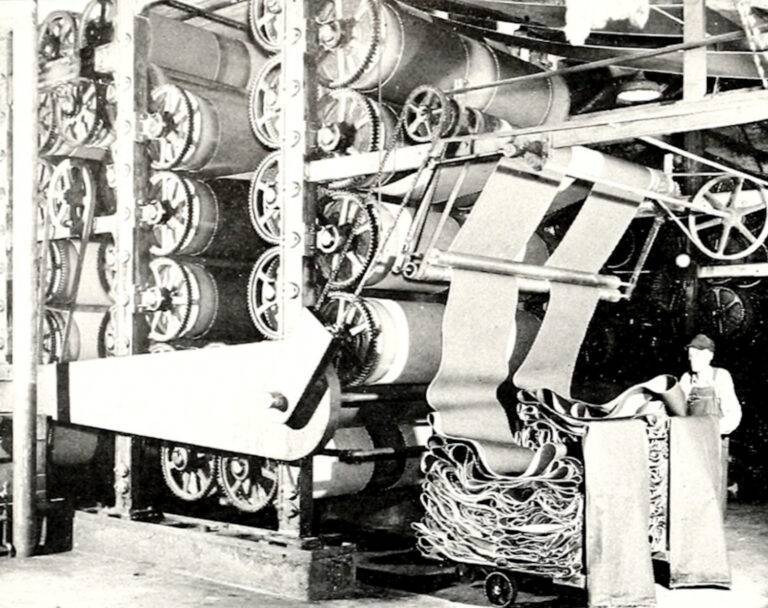
The rolls of cloth are separated according to styles as they come off the conveyor belt and are placed on trucks in groups of eighteen rolls. When this number of rolls has accumulated, the truck is pushed to the shearing machine. Here the eighteen rolls are stitched together into one continuous piece of cloth ap- proximately 1,000 yards long. It is then run through the shearing machine, which removes loose yarn left on the fabric during the weaving process. As the denim emerges from this machine, it passes through a swinging arm which folds the entire length of about 1,000 yards into a waiting truck.
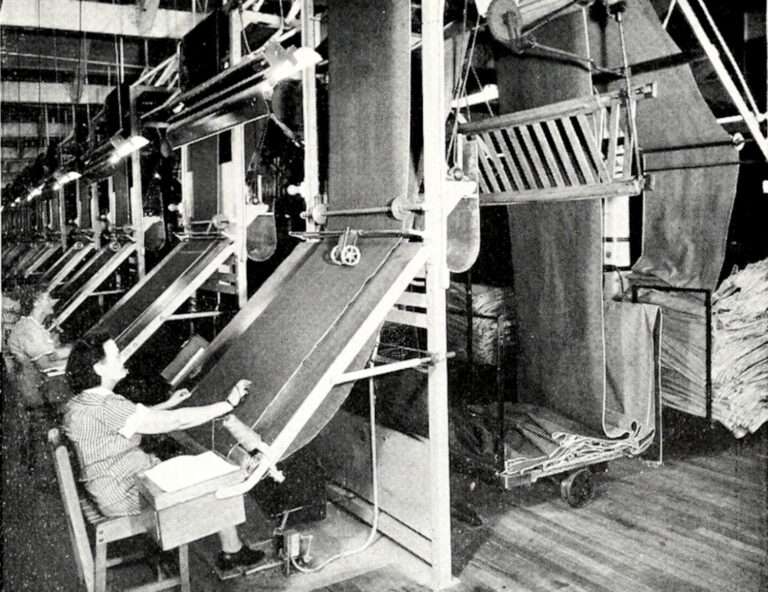
From the shearing machine, the truck is moved to the inspecting tables. Here the denim passes over several rollers and then across a large, well-lighted board where it is carefully inspected for flows and imperfections. The speed at which the cloth moves across the inspecting table and then to swinging arm, which again folds it into truck, is controlled by the operator.
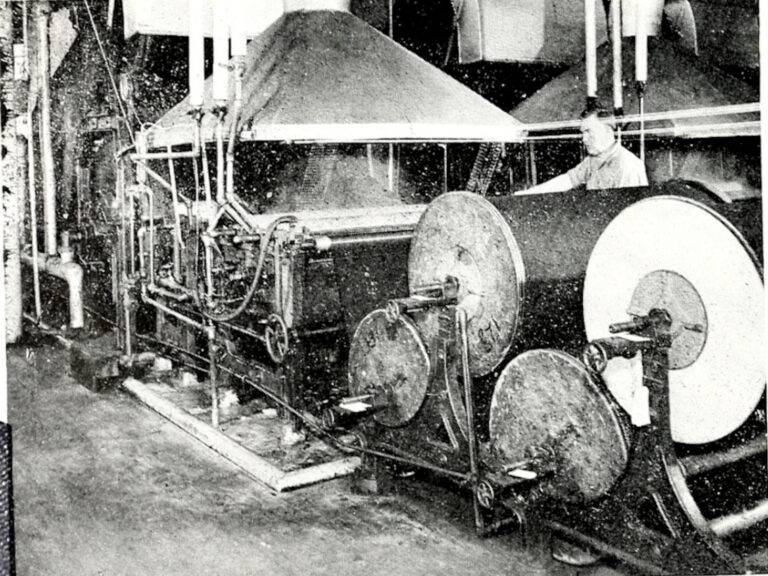
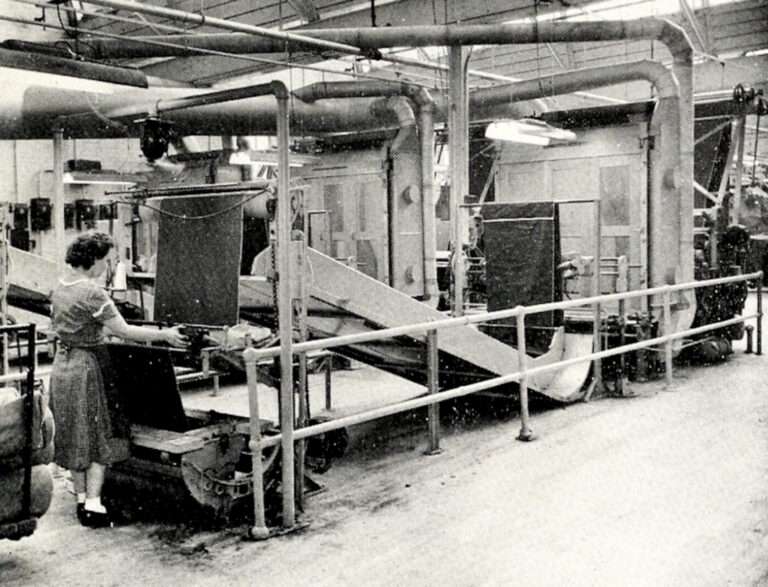
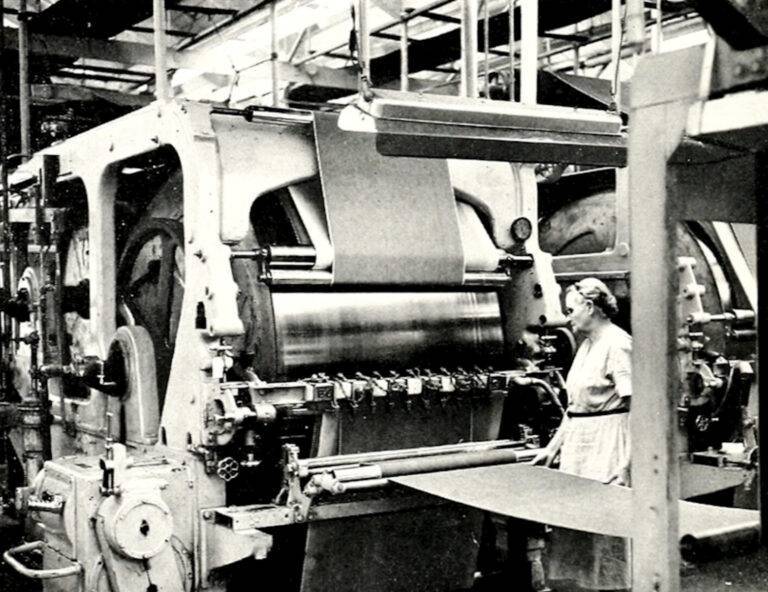
The truck, filled with loosely folded denim, is now ready to be placed behind the dry cons. Here the denim passes into o carefully prepared finishing solution and then moves between heavy rollers to a battery of long metal drum or dry cans filled with steam. As the cloth passes over, under and between these drums, it is dryed and ironed, ready again to be folded into a waiting truck.
The denim is next moved to the sanforizer. As the cloth passes through this machine, it is given a shrinkage treatment, known as sanforizing, and is again folded on a truck.
The finishing process has now been completed and the denim is ready to be prepared for shipping. From the truck, it is threaded through a folding machine or “hooker” which measures and neatly folds the cloth into cuts of approximately 55 yards in length. A Cone deeptone denim label is then placed on the cut designating the style and number of yards.
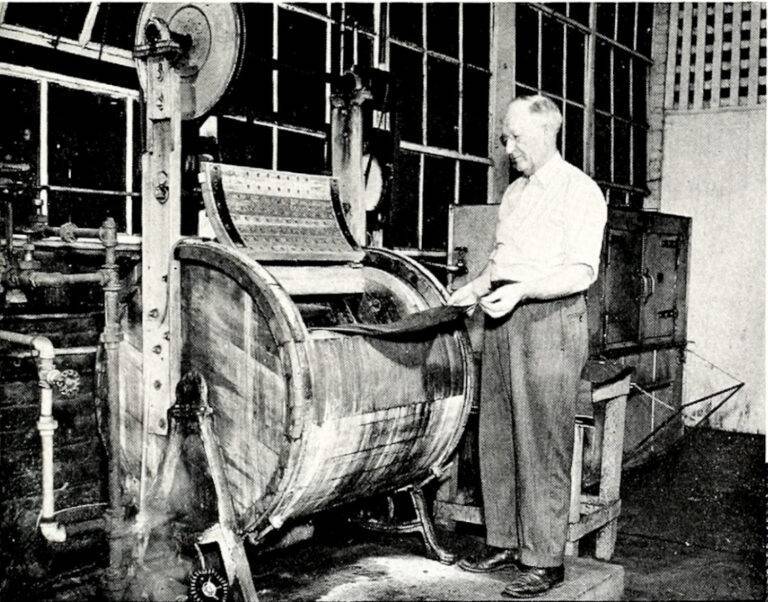
Samples of current denim production are constantly run through standard laundry equipment in order to carefully check shrinkage. These wash tests make it possible to control the finish to within the allowed tolerance of 1 % residual shrinkage.
Eighteen cuts of carefully folded denim are stacked in an attractive carton on a bale press. Bands are placed around the carton making of it another neat package of sturdy Cone deeptone denim which, after being properly marked, is ready to be shipped to the garment manufacturer.
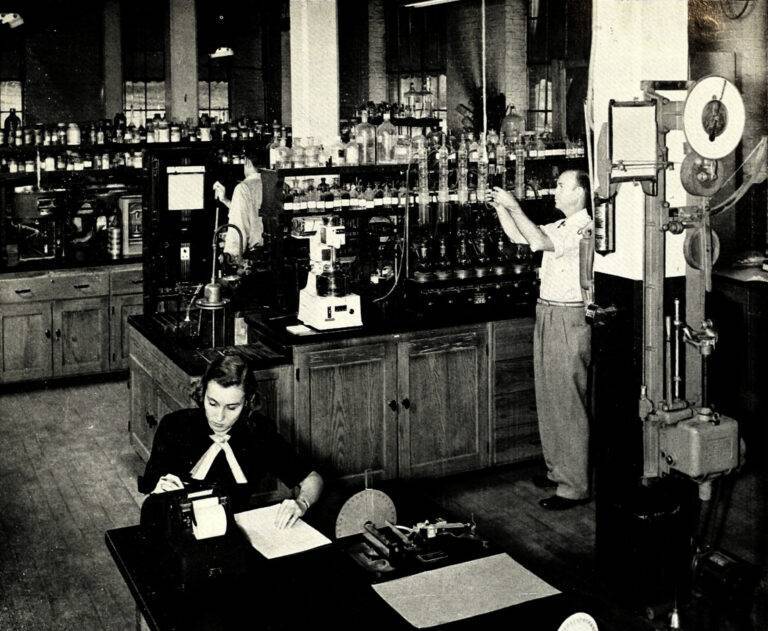
Skilled chemists and technicians working in a well equipped laboratory constantly test the construction, dye and finish of Cone deeptone denim in order to maintain high standards of quality.